1 目的
这个测试是用来评估不同单和多层涂层的附着力底物以及不同的层。
这项工作指令不适合总共超过250μm厚度以及电影在碳纤维复合材料实验。
2 适用范围
略 上海鼎徵仪器仪表设备有限公司
3 过程和责任
3.1 术语
缩写、术语和符号的解释中包括MPM DMS系统和
网上。
缩写的进一步的解释是可能的质量,通过相应的链接
3.2基材定义
通常有以下不同的底物:
硬底物: 钢铁、铝、热固性材料(例如SMC)
软基板: 热塑性塑料(e . g。PP / EPDM、聚酰胺、ABS)
碳纤维复合材料实验:
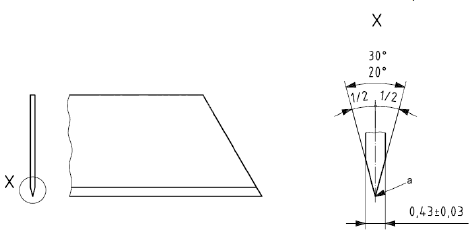
评估实验确定粘附在衬底的附着力测试执行手术刀aa - 0340。
3.3 预处理 上海鼎徵仪器仪表设备有限公司
下表显示了测试前样品预处理的所需的时间。
| 样件 | 预处理 | | 硬基质上硫熏油漆 | 室温下≥48小时 | | 硬基质上风干漆 | 室温下≥168小时 | | 软基质上≤120°C的硫熏油漆 | 室温下≥168小时 | | 软基质上>120°C的硫熏油漆 | 室温下≥48小时 | | 软基质上热老化后的硫熏油漆 | 室温下≥24小时 | | 天气试验后软基质上的硫熏油漆 | 参考
AA-0213,AA-0224,AA-0026,
AA-0357,AA-0167,AA-0365 |
3.4 设备和设施 上海鼎徵仪器仪表设备有限公司
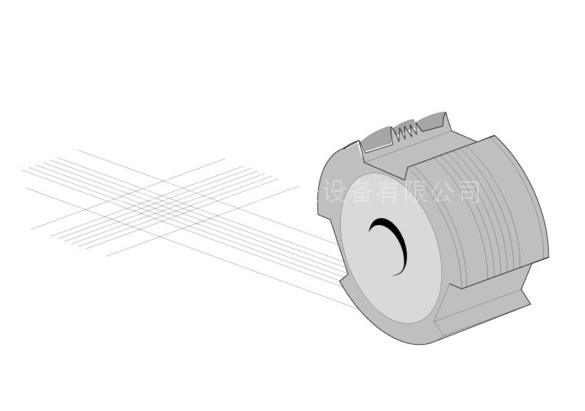
- 多用刀具与特定的间隔(见3.4)根据DIN EN ISO 2409 ,3.2.3(旋转头部)为所有平面以及凸或凹样本。
- DIN EN ISO 2409规定的这个工具可以使用250μm薄膜厚度。
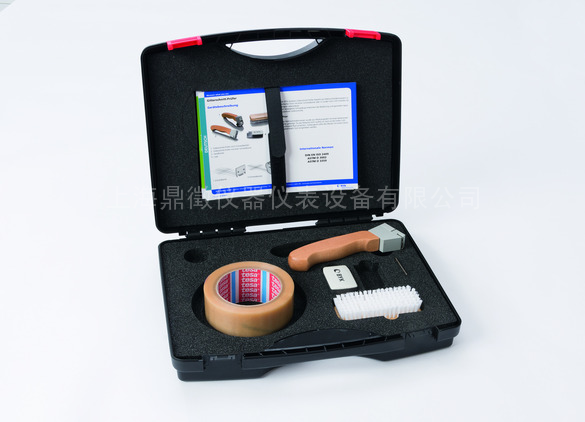
图片2和3显示的一个例子为埃氏和MTV-Messtechnik(多用工具旋转头部)。
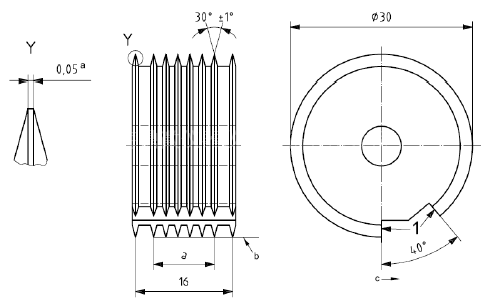
要求多用刀具根据3.2.3 DIN EN ISO 2409点
(b) 多叶剪切工具
注: 上海鼎徵仪器仪表设备有限公司
- 剪切边缘
a 横跨六个剪切边的总宽度
a 再研磨直到剪切边到0.1mm
b 引导边缘和剪切边要在同一个直径上
c 剪切方向
单个刃的刀具或刀(BMW-Part-Nr。:0170969)易碎的叶片(BMW-Part-Nr。:0171011)如果多用刀具不能使用
因为*的凸或凹膜厚度250μm样本。 要求单刀刀具根据3.2.3 DIN EN ISO 2409点
- 单页剪切工具
-胶带根据aa - 0365
-DIN EN ISO 2409规定的应当用于所有胶带基板消除剥落的油漆颗粒。
-磁带的粘合强度应测试(如供方)与一批证书。
-胶带的宽度要足够,十字架的完整的广场舱口盖起来。
-在偏离的情况下的特定胶粘剂应当记录的测试报告。
-放大镜
-刷 上海鼎徵仪器仪表设备有限公司
3.5 实验进行
在偏离DIN EN ISO 2409所有油漆涂料必须测试困难表面。因此测试应当执行总是与胶带、独立
substrat。
在测试前测试区域的表面应清洁良好的剥离表土异丙醇(= 2-propanol)浸渍清洁组织。可能现有的污染必须
消除残留物。清洁,避免了划痕的合适的选择清洁组织。
清洗后蒸发测试应当开始早的1分钟,表面应丙醇残留的干燥和自由。
后来执行阴影的涂层刀具根据3.4的是90°角。
削减应当持续下去衬底至少有6个人在每个方向的网格。只有这样交叉孵化应当评估。
软基板削减不得穿透衬底μm超过100。更深层次的减少粘连的结果负交互。
偏离DIN EN ISO 2409在膜厚度和基底以下的函数需要削减阴影之间的距离:
| 薄膜总厚度 | 划格之间的距离 | | 所有基质的外部涂层和硬基质的内部涂层 | 内部软基质 | | ≤60 μm | 1mm | 2 mm | | 61-200 μm | 2 mm | 2 mm | | 201-250 μm | 3 mm | 3 mm | | > 250 μm | 不能被评估 |
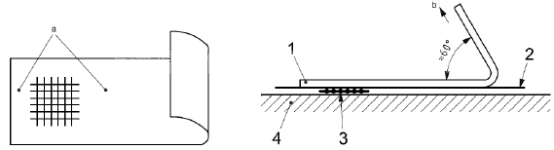
所有油漆涂料和基板下面的过程被认为是起飞胶带:
胶带压牢(木刷或类似的一部分)把表面平行于一组线路,并突然了60º衬底5分钟后带的应用程序。见下面的图:上海鼎徵仪器仪表设备有限公司
a)带网格的胶带位置 b) 立即从网格处移除之前的位置
注:
1 胶带
2 涂层
3 剪切(划格)
a 平滑向下
b 移除方向
执行的过程是一次在每个切割方向。
如果结果是Gt³1,程序是重复,直到阴影改变任何结果更长时间。
这也考虑了分层内部交叉影线以外的区域。
4. 实验结果评估,文档
评价依据DIN EN ISO 2409进行,8点显示在下面的表中。
表1 实验结果等级
| 等级 | 描述 | 发生脱落时免表划格区域呈现 | | 0 | 剪切边缘外圈的平滑;所有晶格的方块都没分离 | _ | | 1 | 划格交叉处有小片脱落,受影响的划格区域不能超过5%. | | | 2 | 划格交叉处或者边缘有脱落,受影响的划格区域大于5%,但是不能超过15%。 | | | 3 | 部分或者全部沿划格边缘有带状的脱落,并且/或者该脱落在不同的格子中。 受影响区域不大于15%,但是不能超过35%。 | | | 4 | 划格边缘有大片的脱落并且/或者在相同的格子中部分或全部脱落。受影响区域大于35%,但是不能超过65% | | | 5 | 比等级4更严重的级别 | - |
如果一个分层只发生血交叉影线以外的地区,如划痕的延伸,偏离DIN EN ISO 2409交叉影线是要像评估如下:
-满足粘漆层的松散外真正的交叉影线面积的15%(Max。3整个广场)的总体25方交叉影线内区域,十字架舱口测试是评估Gt 1。
-从16%上升到35%(对应4到8广场)2 Gt。
-从36%上升到65%(对应9到16平方)和Gt 3。
-超过66%(对应超过17广场)松散的粘漆层交叉影线是评估与Gt 4或者说Gt 5。
如果一个分层发生血内外交叉影线区域,更糟糕的结果评估。
5 维护和校准
据宝马集团SPU-System。供应商单独负责。
6 返修
每一个阴影应当检查光。如果一个或多个多用刀具的削减是明显有关的宽度和深度,所以刀是缺陷,不得不再使用。缺陷铣刀必须立即更换,可以re-sharpen。
|